Burada, Çin kontrplak istehsalçıları sizə xatırladır ki, kontrplak alarkən daha peşəkar, təhlükəsiz və qənaətcil seçim üçün mənbə istehsalçısını tapmaq vacibdir.
Kontrplak nədir
Kontrplakdünya miqyasında müxtəlif tikinti layihələrində istifadə edilən ən çox yönlü və geniş şəkildə tanınan mühəndis ağac əsaslı panel məhsullarından biridir. Panellərdə satılan kompozit material yaratmaq üçün qatran və taxta örtük təbəqələrini birləşdirərək yaradılır. Tipik olaraq, kontrplak əsas örtüklərdən daha yüksək dərəcəli üz örtüklərinə malikdir. Əsas təbəqələrin əsas funksiyası əyilmə gərginliklərinin ən yüksək olduğu xarici təbəqələr arasındakı ayırmanı artırmaq və bununla da əyilmə qüvvələrinə qarşı müqaviməti artırmaqdır. Bu, kontrplakı həm güc, həm də elastiklik tələb edən tətbiqlər üçün əla seçim edir.

İstehsal proseslərinə giriş
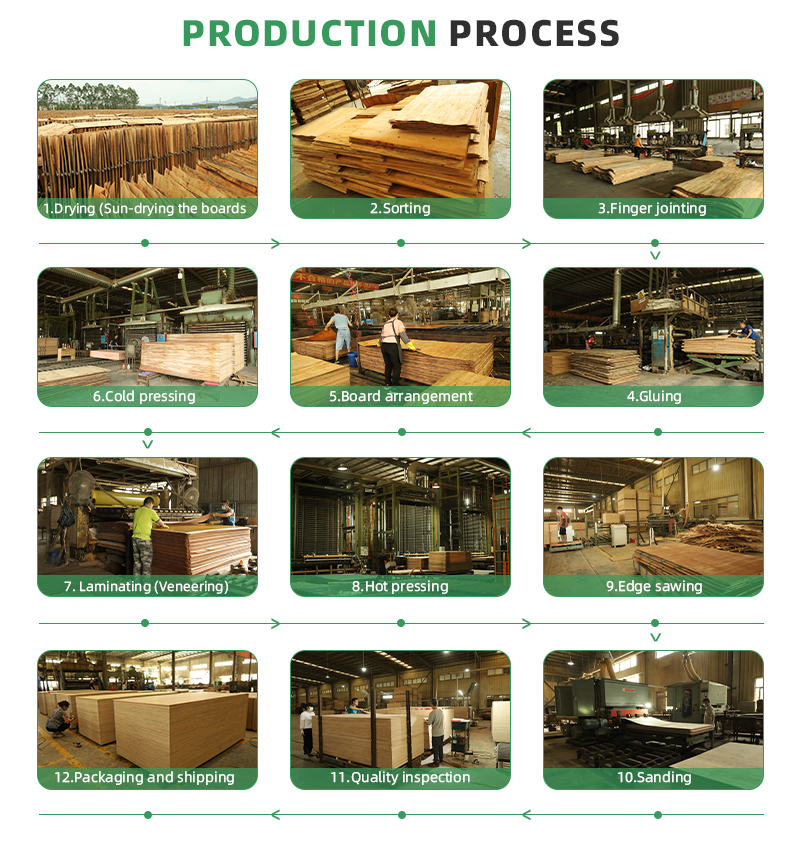
Çox qatlı lövhə, şpon lövhəsi və ya əsas lövhə kimi tanınan kontrplak, log seqmentlərindən şponların kəsilməsi və sonra onları üç və ya daha çox (tək sayda) lövhə qatına yapışdıraraq və isti basaraq hazırlanır. Kontrplak istehsalı prosesinə aşağıdakılar daxildir:
Günlüklərin kəsilməsi, soyulması və dilimlənməsi; avtomatlaşdırılmış qurutma; Tam birləşmə; Yapışqan və kütük yığılması; Soyuq presləmə və təmir; İsti presləmə və sərtləşdirmə; Kəsmə, qırıntı və zımpara; Üç dəfə presləmə, üç dəfə təmir, üç dəfə mişar və üç dəfə zımpara; Doldurma; Hazır məhsulun yoxlanılması; Qablaşdırma və saxlama; Nəqliyyat
Günlük Kəsmə və Soyma
Peeling kontrplak istehsalı prosesində ən vacib əlaqədir və soyulmuş şponun keyfiyyəti hazır kontrplakın keyfiyyətinə birbaşa təsir edəcəkdir. Evkalipt və müxtəlif şam ağacı kimi diametri 7 sm-dən çox olan loglar kəsilir, qabıqları soyulur və sonra qalınlığı 3 mm-dən az olan şponlara dilimlənir. Soyulmuş örtüklər yaxşı qalınlığa malikdir, yapışqan nüfuz etməyə meylli deyil və gözəl radial naxışlara malikdir.
Avtomatik qurutma
Qurutma prosesi kontrplakın forması ilə bağlıdır. Qabıqları soyulmuş şponları vaxtında qurutmaq lazımdır ki, onların nəmliyi kontrplakın istehsal tələblərinə çatsın. Avtomatlaşdırılmış qurutma prosesindən sonra şponların rütubəti 16% -dən aşağı idarə olunur, lövhənin əyilməsi kiçikdir, deformasiya və ya təbəqələşmə asan deyil və kaplamaların emal göstəriciləri əladır. Ənənəvi təbii qurutma üsulu ilə müqayisədə, avtomatik qurutma prosesi havadan təsirlənmir, qurutma müddəti qısadır, gündəlik qurutma qabiliyyəti güclüdür, qurutma səmərəliliyi daha yüksəkdir, sürət daha sürətli və təsir daha yaxşıdır.
-Drying-Sun-drying-the-boards.jpg)
Tam Birləşdirmə, Yapışdırma və Kütük Yığılması
Birləşdirmə üsulu və istifadə edilən yapışdırıcı, kontrplak lövhəsinin dayanıqlığını və ətraf mühitə uyğunluğunu müəyyən edir ki, bu da istehlakçıları ən çox narahat edən məsələdir. Sənayedə ən son qoşma üsulu tam birləşdirmə üsulu və dişli birləşdirmə quruluşudur. Qurudulmuş və soyulmuş şponlar, örtüklərin yaxşı elastikliyini və möhkəmliyini təmin etmək üçün bütöv bir böyük taxtaya birləşdirilir. Yapışdırılma prosesindən sonra şponlar taxta taxıl istiqamətinə uyğun olaraq çarpaz şəkildə düzülür və kütlə əmələ gəlir.

Soyuq Presləmə və Təmir
Əvvəlcədən presləmə kimi də tanınan soyuq presləmə, şponların bir-birinə yapışmasını təmin etmək üçün istifadə olunur, hərəkət və işləmə prosesi zamanı şponun yerdəyişməsi və əsas lövhənin yığılması kimi qüsurların qarşısını alır, eyni zamanda yapışqanın axıcılığını artırır. yapışqan çatışmazlığı və quru yapışqan fenomenindən qaçaraq, kaplamaların səthində yaxşı bir yapışqan filmin formalaşması. Kütlə qabaqcadan presləmə maşınına daşınır və 50 dəqiqəlik sürətli soyuq presləmədən sonra əsas lövhə hazırlanır.
Lövhənin təmiri isti presləmədən əvvəl əlavə bir prosesdir. İşçilər, səthinin hamar və gözəl olmasını təmin etmək üçün əsas lövhənin səth qatını qat-qat təmir edirlər.

İsti presləmə və sərtləşdirmə
İsti presləmə maşını kontrplak istehsalı prosesində ən vacib avadanlıqlardan biridir. İsti presləmə kontrplakda qabarcıqların əmələ gəlməsi və yerli təbəqələşmə problemlərindən effektiv şəkildə qaça bilər. İsti presdən sonra məhsulun strukturunun dayanıqlı olmasını, gücün yüksək olmasını və əyilmə deformasiyasının qarşısını almaq üçün kütük təxminən 15 dəqiqə soyudulmalıdır. Bu proses "müalicə" dövrü dediyimiz prosesdir.

Kəsmə, Sızma və Zımparalama
Qurutma müddətindən sonra, çubuq paralel və səliqəli şəkildə uyğun xüsusiyyətlərə və ölçülərə kəsilmək üçün mişar maşınına göndəriləcəkdir. Sonra taxta səthinin ümumi hamarlığını, aydın teksturasını və yaxşı parıltısını təmin etmək üçün lövhənin səthi qırılır, qurudulur və zımparalanır. İndiyədək faner istehsalı prosesinin 14 istehsal prosesinin birinci mərhələsi başa çatıb.
Üç dəfə presləmə, üç dəfə təmir, üç dəfə mişar, üç dəfə zımpara
Yüksək keyfiyyətli kontrplak bir neçə incə cilalama prosesindən keçməlidir. Birinci zımparadan sonra kontrplak ikinci laylama, soyuq presləmə, təmir, isti presləmə, mişarlama, qaşıma, qurutma, zımpara və ləkə sıyırma, ikinci turda cəmi 9 prosesdən keçəcəkdir.
Nəhayət, kütük incə və gözəl texnologiya ilə taxta səthə, qırmızı ağac səthinə yapışdırılır və hər bir faner üçüncü soyuq presləmə, təmir, isti pres, qaşıma, zımpara, mişar və digər 9 prosesdən keçir. Cəmi "üç presləmə, üç təmir, üç mişar, üç zımpara" 32 istehsal prosesi, düz, konstruktiv dayanıqlı, az miqdarda deformasiyaya malik, gözəl və davamlı taxta səth istehsal olunur.

Doldurma, Hazır məhsulun çeşidlənməsi
Yaranan kontrplak son yoxlamadan sonra yoxlanılır və doldurulur və sonra çeşidlənir. Qalınlığın, uzunluğun, eninin, rütubətin, səthin keyfiyyətinin və digər standartların elmi sınaqları vasitəsilə istehsal olunan hər bir kontrplakın keyfiyyətli və sabit keyfiyyətə, ən yaxşı fiziki və emal göstəricilərinə malik olmasını təmin etmək.

Qablaşdırma və Saxlama
Hazır məhsul seçildikdən sonra işçilər günəşdən və yağışdan qorunmaq üçün kontrplakları anbara yığırlar.

TONQLI TAXTA
Kontrplak nə üçün istifadə olunur?
Kontrplak müxtəlif sənaye sahələrində istifadə olunan ümumi lövhə növüdür. Onlar kateqoriyalara bölünüradi kontrplakvəxüsusi kontrplak.
Əsas istifadə sahələrixüsusi kontrplakaşağıdakılardır:
1. Birinci dərəcəli yüksək səviyyəli memarlıq bəzəkləri, orta və yüksək səviyyəli mebellər və müxtəlif elektrik cihazları üçün korpuslar üçün uyğundur.
2. İkinci dərəcəli mebel, ümumi tikinti, nəqliyyat vasitələri və gəmi bəzəkləri üçün uyğundur.
3. Üçüncü dərəcəli aşağı səviyyəli bina təmiri və qablaşdırma materialları üçün uyğundur. Xüsusi dərəcəli yüksək səviyyəli memarlıq bəzəkləri, yüksək səviyyəli mebellər və xüsusi tələbləri olan digər məhsullar üçün uyğundur
Adi kontrplakemaldan sonra kontrplakda görünən material qüsurlarına və emal qüsurlarına görə sinif I, sinif II və sinif III olaraq təsnif edilir.
1.Class I kontrplak: Hava şəraitinə davamlı, davamlı və qaynama və ya buxarla müalicəyə tab gətirə bilən, açıq havada istifadə üçün uyğun olan faner.
2.Class II faner: Suya davamlı faner, soyuq suda isladılmış və ya qısa müddətli isti suya məruz qala bilən, lakin qaynatmaq üçün uyğun deyil.
3.Class III faner: Nəmə davamlı faner, qısamüddətli soyuq suyun islanmasına tab gətirə bilən, daxili istifadə üçün uyğundur.

Göndərmə vaxtı: 08 iyul 2024-cü il






